Waterjet turning (also called abrasive waterjet turning, AWJT) is a new machining method. It uses high-pressure water plus garnet abrasive to cut round parts, no metal tool needed.
Many factories use traditional lathe for round parts, but when materials are hard, like titanium, superalloy, ceramic, traditional lathe has big problems. Waterjet turning solves these problems very well.
This article tells you what waterjet turning is, its advantages, applications, research conclusions, and the **best operation way** from the latest study.
What Is Waterjet Turning
Waterjet turning is simple:
1. High-pressure pump (380MPa) makes water very fast.
2. Add garnet abrasive into water jet.
3. Workpiece rotates, water jet moves along the part.
4. Abrasive hits material and removes it, no contact, no heat.
No tool wear, no thermal deformation, can cut almost all materials.

Turning of titanium in laboratory of liquid jet (From the paper)
Waterjet Turning vs Traditional Lathe
| Comparison Item | Traditional Lathe | Waterjet Turning |
| Hard material ability | Bad. Titanium, ceramic, hardened steel easy to break tool. | Very good. Cut any hard material, no tool problem. |
| Heat deformation | Big. High temperature makes part bend, size not accurate. | No. Cold cutting, no heat, part no deformation. |
| Thin wall/slim shaft | Bad. Clamp force makes part deform, roundness poor. | Very good. No cutting force, thin wall no bend, roundness good. |
| Surface quality | Has tool marks, chatter marks, rough. | Smooth, no tool marks, no burr. |
| Tool cost | High. Need change tool often, especially hard material. | Zero. No cutting tool, only nozzle and garnet. |
| Operation difficulty | Hard. Need skill, new worker learn long time. | Easy. Only set pressure, speed, shift, new worker learn fast. |
| Safety | Risky. Flying chips, tool break easy hurt people. | Safe. Full cover, no chips, no tool break. |
Main Applications
Waterjet turning fits round parts, widely used in many industries:
– Aerospace: Titanium shaft, sleeve, superalloy part.
– Medical: Titanium implant, bone screw.
– Defense: High strength steel bar, armor part.
– Mold: Mold steel core, round insert.
– General machinery: Stainless steel roller, piston rod.
– Non-metal: Ceramic roller, glass cylinder.
Key Research Conclusions
From the paper(Štefek, A., Hlaváč, L. M., Ciprian, D., Čepová, L., Hlinka, J., Klichová, D. (2026). The new concept of the abrasive waterjet turning description. The International Journal of Advanced Manufacturing Technology, 1–15.), we get these important points:
1. Cutting depth has linear relation with interaction time (5–8ms is best).
2. Two wear types: deformation wear (short time, rough surface) and cutting wear (long time, smooth surface).
3. Impact angle effect is not simple cosine law, need adjust for turning.
4. Single-pass longitudinal turning is most stable and accurate.
5. Jet lateral shift 6–9mm gives best efficiency and surface quality.

visualization of the quantities characterizing abrasive waterjet turning (From the paper)
Best Operation Plan
1. Machine Parameters
– Pressure: 380MPa
– Water orifice: 0.25mm
– Focusing tube: 0.76mm
– Abrasive: 80 mesh garnet, 250g/min
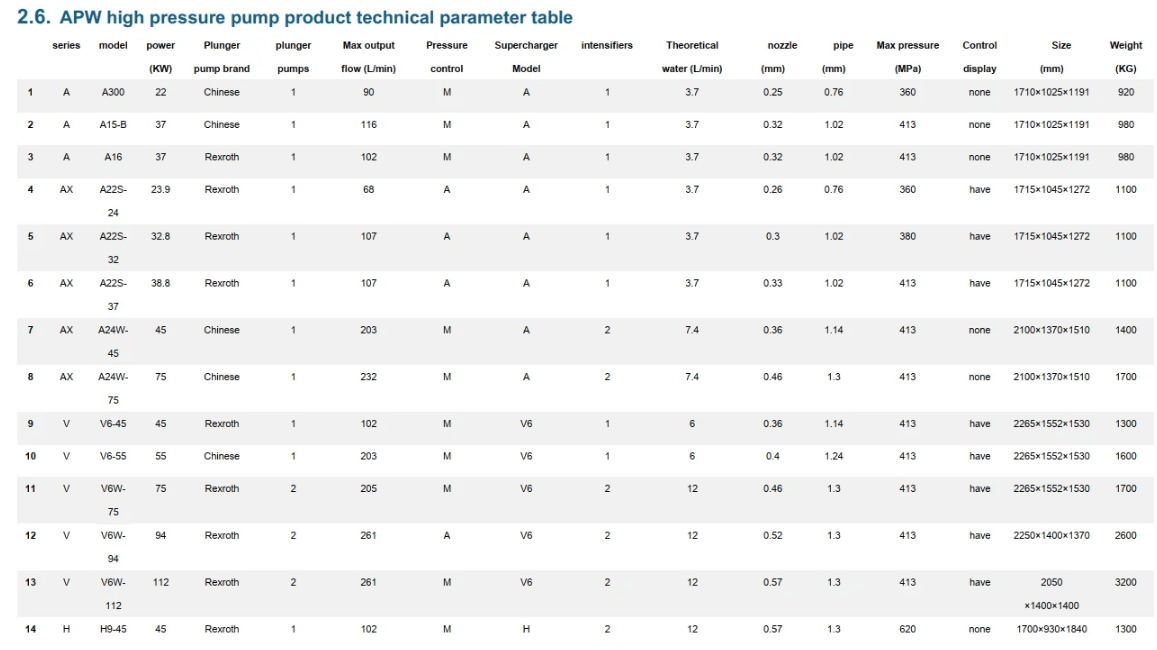
More APW pumps data or waterjet cutting table types , also talk with sales to know more.
2. Process Strategy
– Only do external longitudinal single-pass turning.
– No radial turning, no internal turning.
– Keep spiral path, no overlapping.
3. Best Working Range
– Jet lateral shift: 6–9mm
– Interaction time: 5–8ms
– N value: 0.3–0.8 (N = f·D/vp < 1, no repeated hit)
4. Operation Steps
1. Clamp workpiece tight, no runout.
2. Align water jet just touch workpiece surface.
3. Set lateral shift to 6–9mm.
4. Adjust rotation speed and traverse speed, make interaction time 5–8ms.
5. Check N value between 0.3–0.8.
6. Start single-pass longitudinal cutting.
7. Check cutting depth and roundness after finish.
5. Do and Don’t
Do:
– Keep interaction time 5–8ms.
– Use lateral shift 6–9mm.
– Keep pressure and abrasive flow stable.
Don’t:
– No multi-pass cutting.
– No lateral shift over 15mm or less than 2.5mm.
– No interaction time over 10ms (unstable, surface wave).
Waterjet turning is a better choice than traditional lathe for hard materials, thin wall parts and high precision parts. It has no heat deformation, good surface quality, low cost and easy operation.
According to the research, the best way is single-pass longitudinal turning, with interaction time 5–8ms and lateral shift 6–9mm. For factories making aerospace, medical and defense parts, waterjet turning is a very good solution.
FAQ about waterjet turning
Q1: What materials can waterjet turning process?
A: Waterjet turning can process almost all materials. It works very well for hard materials that traditional lathe cannot handle, like titanium alloy, Inconel superalloy, hardened steel, ceramic, carbon fiber composite and aluminum alloy. No tool wear problem.
Q2: What’s the biggest difference between waterjet turning and traditional lathe?
A: Traditional lathe uses metal cutting tool, easy to wear, makes heat, deforms part, bad for thin wall. Waterjet turning uses high-pressure water + garnet, no tool, cold cutting, no heat deformation, no clamping force, perfect for thin wall and slim shaft.
Q3: What’s the best working parameter for waterjet turning?
A: According to research: pressure 380MPa, garnet 80 mesh, flow 250g/min. Best window: jet lateral shift 6–9mm, interaction time 5–8ms, N value 0.3–0.8. Single-pass longitudinal turning is best.
Q4: Is waterjet turning easy to operate for new workers?
A: Yes, very easy. Traditional lathe needs long training and skill. Waterjet turning only set 4 parameters: pressure, speed, rotation, lateral shift. No tool setting, no vibration control. New worker can operate in 1–2 days.
Q5: What are the main wear mechanisms in waterjet turning?
A: Two main mechanisms. Deformation wear at short interaction time: rough surface, low efficiency. Cutting wear at longer interaction time: smooth surface, high efficiency. The transition happens when interaction time is enough and impact angle is good.
Q6: Why can waterjet turning achieve better roundness for slender shafts?
A: Because waterjet turning has almost no mechanical cutting force. Traditional lathe uses cutting tool with big contact force, causing clamping deformation and elastic rebound. Waterjet is non-contact, so no force deformation. Roundness can reach 0.01–0.03 mm.
Q7: What is “interaction time” in waterjet turning and why is it important?
A: Interaction time means the time a workpiece surface point passes through the jet cross-section. Research shows cutting depth has linear relationship with interaction time (R²>0.95) in deformation wear stage. 5–8 ms is the optimal range for stable and predictable cutting depth.
Q8: What is the “circle of action” mentioned?
A: The “circle of action” is defined as the jet cross-section. In waterjet turning, only the material inside this circle is removed. This concept is the core of the new interaction time model, making calculation of interaction time possible for rotating workpieces
Q9: Why does impact angle affect cutting depth more complexly than cosine law?
A: The original AWJ cutting model uses simple cosine relationship. But in turning, workpiece is rotating, impact position changes continuously, and local flow field is different. So impact angle influence is more complex and cannot be directly described by cosine law.
Q10: What is the N value and why must it be less than 1?
A: N = f × D / vp. It represents how many times the jet hits the same area. N < 1 means **single-pass without overlapping**, avoiding repeated impact. If N > 1, surface quality drops and efficiency becomes unstable.
Q11: Why single-pass longitudinal turning is recommended instead of multi-pass?
A: Multi-pass causes repeated impact on the same position, changing local flow field and interaction time. It leads to uneven kerf, rough surface, unstable depth. Research confirms single-pass longitudinal turning is the most stable and accurate strategy.




{kind=link}