Why Laser-Assisted Waterjet Is Becoming a Real Option for SiC and GaN
If you talk to people working with SiC wafers or advanced packaging today, you’ll notice a pattern: the conversation is no longer about whether conventional processes have limitations, but about how much longer they can hold up as device structures get smaller, thinner, and far less tolerant to damage.
Silicon carbide and gallium nitride are not just “hard materials” in the traditional sense; they combine high hardness, high thermal conductivity, and strong chemical stability, which sounds great from a device perspective, but makes them extremely unforgiving when it comes to machining. Mechanical dicing introduces edge chipping that propagates under stress, laser processing inevitably leaves a heat-affected zone no matter how tightly controlled the parameters are, and chemical routes, while precise, tend to be slow, expensive, and difficult to scale cleanly.
This is exactly the gap where waterjet-based processes, especially laser-assisted variants, are starting to make sense—not as a replacement for everything, but as a solution to very specific problems that other technologies struggle to solve well.
| Physical Property Parameters | Value |
| Density ρ / (g·cm⁻³) | 3.21 |
| Melting Point Tₘ / K | 3103 |
| Mohs Hardness / HM | 9.2 |
| Thermal Conductivity k / (W·cm⁻¹·K⁻¹) | 4.5 |
| Thermal Diffusivity α / (m²·s⁻¹) | 4.70E-06 |
| Fracture Toughness K / (MPa·m¹ᐟ²) | 2.65 |
| Specific Heat Capacity c / (J·kg⁻¹·K⁻¹) | 471.9 |
What Makes Waterjet Different
The most important thing to understand is not that waterjet is “cold cutting”—that’s been said too many times—but what that actually changes in a semiconductor context.
What really sets this process apart is how the material is removed. Since everything happens under continuous water cooling, you’re not building up heat in the cutting zone, so the usual problems you’d expect from thermal processes—recast layers, residual stress, microcracks—basically don’t show up in the same way. That becomes especially important with wide bandgap materials, where even small disturbances in the lattice can start to affect electrical behavior, so in practice this isn’t just about surface quality, it has a direct impact on device performance and yield.
Another thing people tend to underestimate is how little mechanical stress the jet actually introduces when it’s properly controlled. Compared to contact-based methods, you’re far less likely to see chipping or edge breakout, and instead you get fairly clean, consistent profiles that often don’t need much, if any, post-processing. As feature sizes keep shrinking and tolerances get tighter, that starts to matter more than it used to.
Another point is the process environment. Since the cutting uses pure water, there are basically no fumes, no chemical residues, and no abrasive contamination, so the overall process stays quite clean. Because of this, it can be integrated into semiconductor production lines more easily, without needing too many additional cleaning steps or special handling, which is quite important for this type of application.
The Shift Toward Hybrid Processing: Laser + Waterjet
Pure waterjet, for all its advantages, does run into efficiency limits when dealing with extremely hard materials like SiC, and that is exactly why hybrid approaches have been getting so much attention.
In a laser-assisted waterjet process, the laser is not used to fully remove material, but rather to locally soften or modify it, after which the high-speed waterjet immediately removes the affected region while simultaneously cooling the interaction zone and flushing away debris; what you end up with is a process that avoids the thermal penalties of laser machining while dramatically improving the material removal capability of the jet.
What makes this approach worth paying attention to is that it’s not just theoretical anymore—it’s already been demonstrated under controlled conditions. In one set of experiments on 4H-SiC, the workable process window turned out to be quite specific: water pressure around 30 MPa, pulse energy close to 1.0 mJ, an overlap rate near 99.7%, and an offset of about 0.14 mm.
Within that range, the process was able to produce microgrooves on the order of 47 μm in width and about 95 μm in depth, with very limited thermal damage and fairly clean, well-defined geometry. It’s a good example of how sensitive the process is to parameter balance—but also how good the results can be once you get it right.
More interestingly, once the water pressure exceeded that optimal range, the excessive cooling actually began to reduce the effectiveness of the laser-induced softening, which is a good reminder that this is not a “more is better” process, but one that depends heavily on balance between thermal input and mechanical removal.

From Experiment to Production: What Actually Needs to Work
Turning this kind of hybrid process into something that runs reliably on a production floor is not just about having a laser and a pump; it comes down to whether you can control and stabilize a set of tightly coupled variables over long periods of time.
First, there is the interaction between laser parameters, jet pressure, and geometric offsets, all of which influence groove morphology, removal rate, and thermal impact simultaneously, so process windows need to be clearly defined and, ideally, supported by predictive models rather than trial-and-error.
In that regard, the development of dimensionless predictive models—with reported deviations under 8% between prediction and experiment—is more important than it might seem at first glance, because it allows engineers to move from “tuning” to “setting” parameters, which is a prerequisite for scaling.
Then there is the equipment side: stable high-pressure delivery, nozzle consistency at sub-millimeter scale, motion control that can handle micron-level features, and increasingly, some form of real-time monitoring or feedback to compensate for variation, especially when dealing with thin wafers or complex geometries.

Where the Bottlenecks Still Are
It would be unrealistic to present this as a fully mature, plug-and-play solution.
Pure micro waterjet still struggles with efficiency on ultra-hard materials, water-guided laser systems remain expensive and relatively complex to integrate, and handling ultra-thin wafers—below 100 μm—introduces its own set of stability challenges related to fixturing and fluid interaction.
On top of that, key components such as high-pressure seals, precision nozzles, and motion platforms are not yet fully localized in many markets, which has a direct impact on cost and accessibility.
Why High-Pressure Water Systems Matter More Than It Seems
When people talk about laser-assisted processes, usually the attention is more on the laser side, but in actual application, the waterjet part is equally important, sometimes even more important, because it directly affects whether the process can stay stable during cutting.
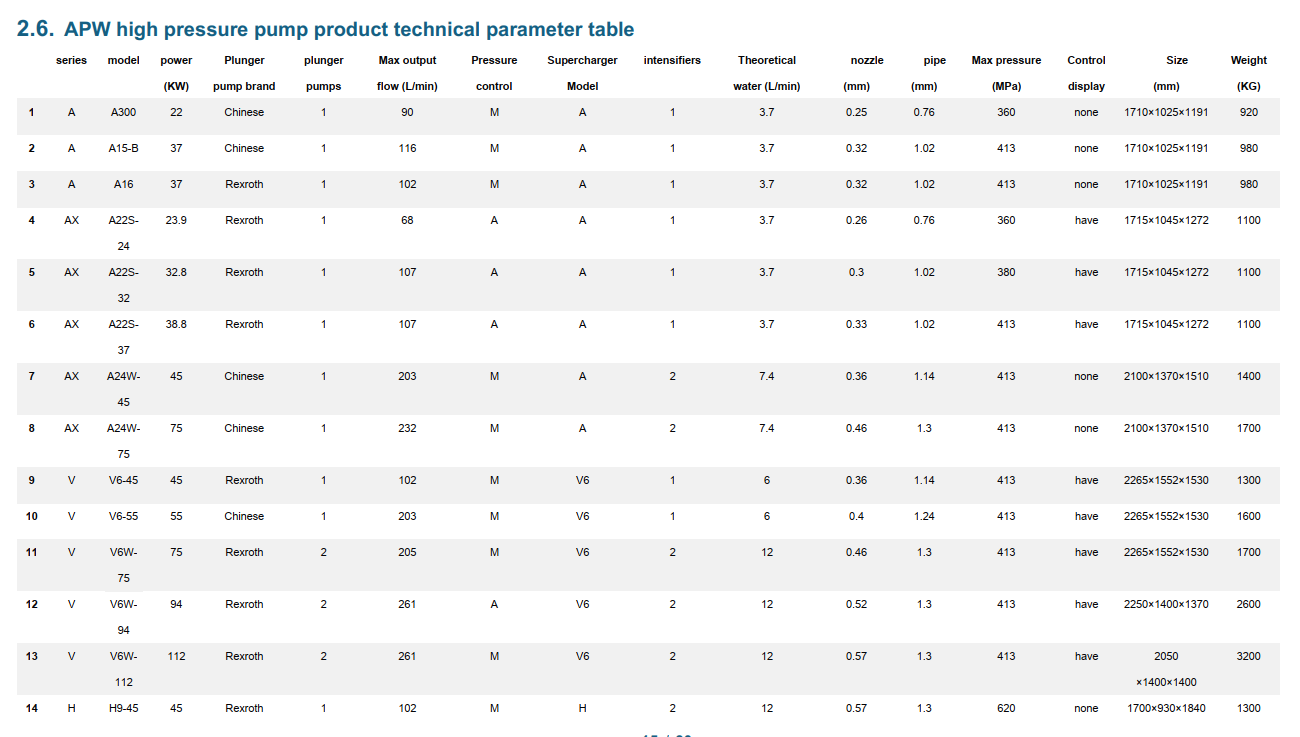
In the 4H-SiC micromachining experiments mentioned before, the high-pressure system was using an APW Waterjet pump, mainly because it can keep a relatively stable output around 30 MPa. This may look like a small detail, but in real operation it has clear influence—once the pressure or jet stability changes slightly, it will start to affect the groove shape, the material removal consistency, and also the repeatability between different runs.
From an engineering point of view, it is not only about reaching the target pressure, but more about how to keep it stable continuously with very low pulsation, and at the same time make sure the jet remains well-focused through a micro nozzle, usually around 0.2 mm diameter in this kind of setup.Any instability at this stage would quickly propagate into the machining result, especially when working at tens of microns in feature size.
This is also why, as the process moves from laboratory validation toward industrial deployment, the role of high-pressure system design becomes increasingly central. In the end, the upper limit of laser-assisted waterjet machining isn’t set by the laser alone, but by how well the whole system works together—laser, jet, motion, and control all have to stay in sync over time, otherwise the process quickly becomes inconsistent.
Looking ahead, it’s becoming fairly clear that waterjet-based methods are not trying to replace existing semiconductor processes across the board. What they’re really doing is finding their place in situations where low damage, material integrity, and process cleanliness matter more than outright speed.
As device structures continue to evolve—whether in power electronics, MEMS, or advanced packaging—those requirements are only getting stricter, which naturally makes hybrid approaches like laser-assisted waterjet more relevant than they were a few years ago.
At the same time, improvements in process modeling, control systems, and overall equipment integration are starting to remove some of the practical barriers that used to keep these technologies in the lab, so they’re gradually becoming something you can seriously consider for production, not just experimentation.
If you take away all the terminology, the value of laser-assisted waterjet processing is actually pretty straightforward: it gives you a way to remove material from hard, brittle, and heat-sensitive substrates without introducing the kind of damage you’re trying to avoid in the first place, and it does that in a way that’s becoming more predictable and easier to control.
That, more than anything, is why it’s starting to show up more often in real semiconductor manufacturing discussions.




{kind=link}